
Page 283 - ЛІТЕРАТУРНИЙ ОГЛЯД
P. 283
283
56,5 до 58,1 %, що відповідало вимогам ГОСТ 5949-75, згідно з якими вони
мали бути не нижчими за 15 і 55 % відповідно.
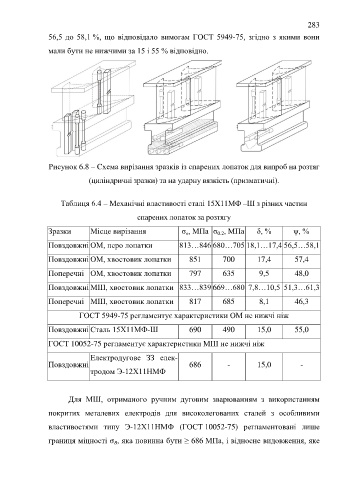
Рисунок 6.8 – Cхема вирізання зразків із спарених лопаток для випроб на розтяг
(циліндричні зразки) та на ударну вязкість (призматичні).
Таблиця 6.4 – Механічні властивості сталі 15Х11МФ –Ш з різних частин
спарених лопаток за розтягу
Зразки Місце вирізання σ , МПа σ , МПа δ, % ψ, %
в
0.2
Повздовжні ОМ, перо лопатки 813…846 680…705 18,1…17,4 56,5…58,1
Повздовжні ОМ, хвостовик лопатки 851 700 17,4 57,4
Поперечні ОМ, хвостовик лопатки 797 635 9,5 48,0
Повздовжні МШ, хвостовик лопатки 833…839 669…680 7,8…10,5 51,3…61,3
Поперечні МШ, хвостовик лопатки 817 685 8,1 46,3
ГОСТ 5949-75 регламентує характеристики ОМ не нижчі ніж
Повздовжні Сталь 15Х11МФ-Ш 690 490 15,0 55,0
ГОСТ 10052-75 регламентує характеристики МШ не нижчі ніж
Електродугове ЗЗ елек-
Повздовжні 686 - 15,0 -
тродом Э-12Х11НМФ
Для МШ, отриманого ручним дуговим зварюванням з використанням
покритих металевих електродів для високолегованих сталей з особливими
властивостями типу Э-12Х11НМФ (ГОСТ 10052-75) регламентовані лише
границя міцності σ , яка повинна бути ≥ 686 МПа, і відносне видовження, яке
В