
Page 301 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 301
301
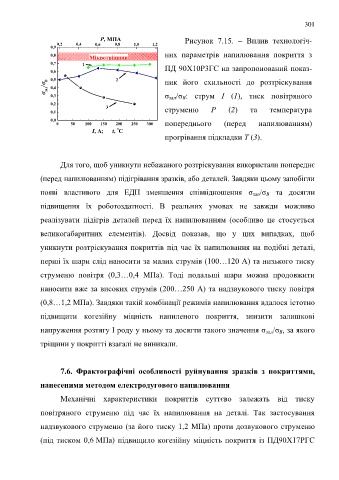
Р, МПА Рисунок 7.15. – Вплив технологіч-
0,2 0,4 0,6 0,8 1,0 1,2
0,9
0,8 них параметрів напилювання покриття з
Мікротріщини
0,7 1 ПД 90Х10Р3ГС на запропонований показ-
0,6
0,5 2 ник його схильності до розтріскування
зал / B 0,4 σ зал/σ В: струм І (1), тиск повітряного
0,3
0,2
3 струменю Р (2) та температура
0,1
0,0
0 50 100 150 200 250 300 попереднього (перед напилюванням)
o
І, А; t, C
прогрівання підкладки Т (3).
Для того, щоб уникнути небажаного розтріскування використали попереднє
(перед напилюванням) підігрівання зразків, або деталей. Завдяки цьому запобігли
появі властивого для ЕДП зменшення співвідношення σ зал/σ В та досягли
підвищення їх роботоздатності. В реальних умовах не завжди можливо
реалізувати підігрів деталей перед їх напилюванням (особливо це стосується
великогабаритних елементів). Досвід показав, що у цих випадках, щоб
уникнути розтріскування покриттів під час їх напилювання на подібні деталі,
перші їх шари слід наносити за малих струмів (100…120 А) та низького тиску
струменю повітря (0,3…0,4 МПа). Тоді подальші шари можна продовжити
наносити вже за високих струмів (200…250 А) та надзвукового тиску повітря
(0,8…1,2 МПа). Завдяки такій комбінації режимів напилювання вдалося істотно
підвищити когезійну міцність напиленого покриття, знизити залишкові
напруження розтягу І роду у ньому та досягти такого значення σ зал/σ В, за якого
тріщини у покритті взагалі не виникали.
7.6. Фрактографічні особливості руйнування зразків з покриттями,
нанесеними методом електродугового напилювання
Механічні характеристики покриттів суттєво залежать від тиску
повітряного струменю під час їх напилювання на деталі. Так застосування
надзвукового струменю (за його тиску 1,2 МПа) проти дозвукового струменю
(під тиском 0,6 МПа) підвищило когезійну міцність покриття із ПД90Х17РГС