
Page 177 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 177
177
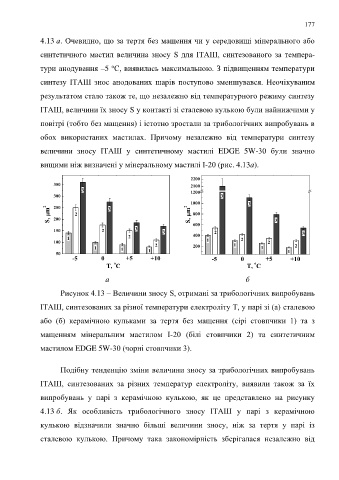
4.13 а. Очевидно, що за тертя без мащення чи у середовищі мінерального або
синтетичного мастил величина зносу S для ІТАШ, синтезованого за темпера-
о
тури анодування –5 С, виявилась максимальною. З підвищенням температури
синтезу ІТАШ знос анодованих шарів поступово зменшувався. Неочікуваним
результатом стало також те, що незалежно від температурного режиму синтезу
ІТАШ, величини їх зносу S у контакті зі сталевою кулькою були найнижчими у
повітрі (тобто без мащення) і істотно зростали за трибологічних випробувань в
обох використаних мастилах. Причому незалежно від температури синтезу
величини зносу ІТАШ у синтетичному мастилі EDGE 5W-30 були значно
вищими ніж визначені у мінеральному мастилі І-20 (рис. 4.13а).
2200
350 2100
3 1200
300 3
1000 3
250
S, m 2 200 2 S, m 2 800 3
3
150 2 3 3 600 2 3
1 2 400 1 2
100 2 1 2
1 1 200 1 2
50 1 1
-5 0 +5 +10 -5 0 +5 +10
o
o
T, C T, C
а б
Рисунок 4.13 – Величини зносу S, отримані за трибологічних випробувань
ІТАШ, синтезованих за різної температури електроліту Т, у парі зі (а) сталевою
або (б) керамічною кульками за тертя без мащення (сірі стовпчики 1) та з
мащенням мінеральним мастилом І-20 (білі стовпчики 2) та синтетичним
мастилом EDGE 5W-30 (чорні стовпчики 3).
Подібну тенденцію зміни величини зносу за трибологічних випробувань
ІТАШ, синтезованих за різних температур електроліту, виявили також за їх
випробувань у парі з керамічною кулькою, як це представлено на рисунку
4.13 б. Як особливість трибологічного зносу ІТАШ у парі з керамічною
кулькою відзначили значно більші величини зносу, ніж за тертя у парі із
сталевою кулькою. Причому така закономірність зберігалася незалежно від