
Page 172 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 172
172
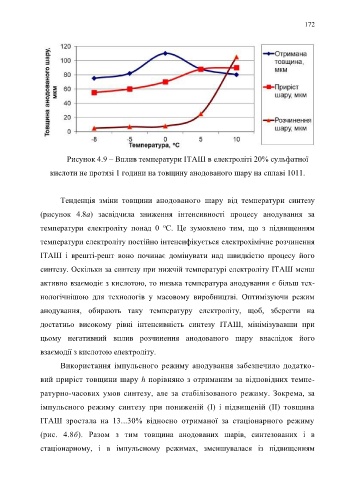
Рисунок 4.9 – Вплив температури ІТАШ в електроліті 20% сульфатної
кислоти не протязі 1 години на товщину анодованого шару на сплаві 1011.
Тенденція зміни товщини анодованого шару від температури синтезу
(рисунок 4.8а) засвідчила зниження інтенсивності процесу анодування за
о
температури електроліту понад 0 С. Це зумовлено тим, що з підвищенням
температури електроліту постійно інтенсифікується електрохімічне розчинення
ІТАШ і врешті-решт воно починає домінувати над швидкістю процесу його
синтезу. Оскільки за синтезу при нижчій температурі електроліту ІТАШ менш
активно взаємодіє з кислотою, то низька температура анодування є більш тех-
нологічнішою для технологів у масовому виробництві. Оптимізуючи режим
анодування, обирають таку температуру електроліту, щоб, зберегти на
достатньо високому рівні інтенсивність синтезу ІТАШ, мінімізувавши при
цьому негативний вплив розчинення анодованого шару внаслідок його
взаємодії з кислотою електроліту.
Використання імпульсного режиму анодування забезпечило додатко-
вий приріст товщини шару h порівняно з отриманим за відповідних темпе-
ратурно-часових умов синтезу, але за стабілізованого режиму. Зокрема, за
імпульсного режиму синтезу при пониженій (І) і підвищеній (ІІ) товщина
ІТАШ зростала на 13...30% відносно отриманої за стаціонарного режиму
(рис. 4.8б). Разом з тим товщина анодованих шарів, синтезованих і в
стаціонарному, і в імпульсному режимах, зменшувалася із підвищенням