
Page 49 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 49
49
го шару, який є відносно товстим (від десятих до ста мкм і компактного
внутрішнього (бар'єрного) шару, значно тоншого (десяті частини нм).
Така морфологія виникає
внаслідок одночасного протікання
двох процесів електрохімічного
(утворення оксиду алюмінію) та
хімічного (розчинення Al 2O 3).
Обидві реакції екзотермічні. Тому
кінетика анодування залежить
головним чином від густини
струму, хімічного складу та
температури ванни, а також
хімічного та фазового складу
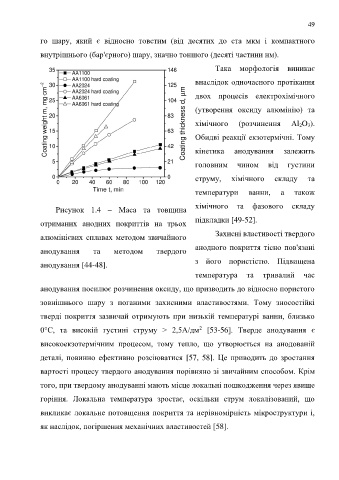
Рисунок 1.4 – Маса та товщина
отриманих анодних покриттів на трьох підкладки [49-52].
алюмінієвих сплавах методом звичайного Захисні властивості твердого
анодного покриття тісно пов'язані
анодування та методом твердого
з його пористістю. Підвищена
анодування [44-48].
температура та тривалий час
анодування посилює розчинення оксиду, що призводить до відносно пористого
зовнішнього шару з поганими захисними властивостями. Тому зносостійкі
тверді покриття зазвичай отримують при низькій температурі ванни, близько
2
0°C, та високій густині струму > 2,5A/дм [53-56]. Тверде анодування є
високоекзотермічним процесом, тому тепло, що утворюється на анодованій
деталі, повинно ефективно розсіюватися [57, 58]. Це приводить до зростання
вартості процесу твердого анодування порівняно зі звичайним способом. Крім
того, при твердому анодуванні мають місце локальні пошкодження через явище
горіння. Локальна температура зростає, оскільки струм локалізований, що
викликає локальне потовщення покриття та нерівномірність мікроструктури і,
як наслідок, погіршення механічних властивостей [58].