
Page 321 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 321
321
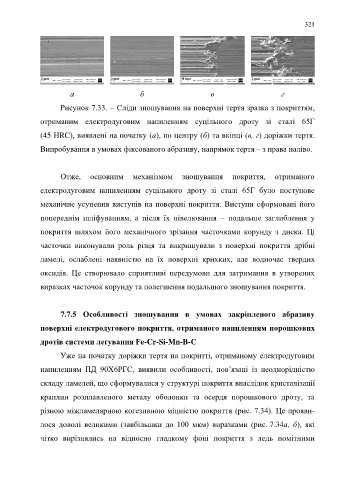
2 мкм 2 мкм 10 мкм 2 мкм
а б в г
Рисунок 7.33. – Сліди зношування на поверхні тертя зразка з покриттям,
отриманим електродуговим напиленням суцільного дроту зі сталі 65Г
(45 HRC), виявлені на початку (а), по центру (б) та вкінці (в, г) доріжки тертя.
Випробування в умовах фіксованого абразиву, напрямок тертя – з права наліво.
Отже, основним механізмом зношування покриття, отриманого
електродуговим напиленням суцільного дроту зі сталі 65Г було поступове
механічне усунення виступів на поверхні покриття. Виступи сформовані його
попереднім шліфуванням, а після їх нівелювання – подальше заглиблення у
покриття шляхом його механічного зрізання часточками корунду з диска. Ці
часточки виконували роль різця та викришували з поверхні покриття дрібні
ламелі, ослаблені наявністю на їх поверхні крихких, але водночас твердих
оксидів. Це створювало сприятливі передумови для затримання в утворених
виразках часточок корунду та полегшення подальшого зношування покриття.
7.7.5 Особливості зношування в умовах закріпленого абразиву
поверхні електродугового покриття, отриманого напиленням порошкових
дротів системи легування Fe-Cr-Si-Mn-B-C
Уже на початку доріжки тертя на покритті, отриманому електродуговим
напиленням ПД 90X6РГС, виявили особливості, пов’язані із неоднорідністю
складу ламелей, що сформувалися у структурі покриття внаслідок кристалізації
краплин розплавленого металу оболонки та осердя порошкового дроту, та
різною міжламелярною когезивною міцністю покриття (рис. 7.34). Це прояви-
лося доволі великими (завбільшки до 100 мкм) виразками (рис. 7.34а, б), які
чітко вирізнялись на відносно гладкому фоні покриття з ледь помітними