
Page 345 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 345
345
поєднанні з технологією плазмо-електролітного синтезу оксидо-керамічних
шарів на поверхні електродугових покриттів із алюмінієвих сплавів.
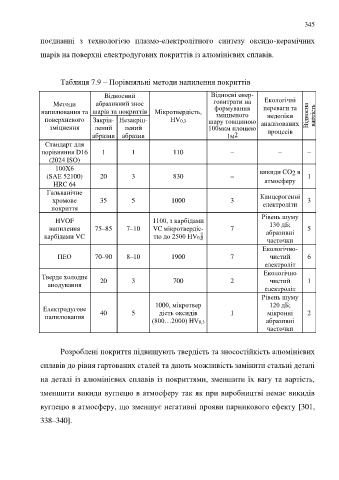
Таблиця 7.9 – Порівняльні методи напилення покриттів
Відносний Відносні енер-
Методи абразивний знос говитрати на Екологічні
напилювання та шарів та покриттів Мікротвердість, формування переваги та Відносна вартість
зміцненого
недоліки
поверхневого Закріп- Незакріп- HV0,3 шару товщиною аналізованих
зміцнення лений лений 100мкм площею процесів
2
абразив абразив 1м
Стандарт для
порівняння D16 1 1 110 − − –
(2024 ISO)
100Х6 викиди CO в
(SAE 52100) 20 3 830 − 2 1
HRC 64 атмосферу
Гальванічне
хромове 35 5 1000 3 Канцерогенні 3
покриття електроліти
Рівень шуму
HVOF 1100, з карбідами
напилення 75–85 7–10 VC мікротвердіс- 7 130 дБ; 5
карбідами VC тю до 2500 HV0,3 абразивні
часточки
Екологічно-
ПЕО 70–90 8–10 1900 7 чистий 6
електроліт
Екологічно
Тверде холодне
анодування 20 3 700 2 чистий 1
електроліт
Рівень шуму
1000, мікротвер 120 дБ;
Електродугове 40 5 дість оксидів 1 мікронні 2
напилювання
(800…2000) HV0,3 абразивні
часточки
Розроблені покриття підвищують твердість та зносостійкість алюмінієвих
сплавів до рівня гартованих сталей та дають можливість замінити стальні деталі
на деталі із алюмінієвих сплавів із покриттями, зменшити їх вагу та вартість,
зменшити викиди вуглецю в атмосферу так як при виробництві немає викидів
вуглецю в атмосферу, що зменшує негативні прояви парникового ефекту [301,
338–340].