
Page 11 - Avtoreferat_Shlyachetka
P. 11
9
1000 200 3000
40 % H SO 4 60 % H SO 4 80 % H SO 4
2
2
2
3
800 160 1 2400
г·м -2 4 3 2
-2 , 600 120 2 1800
m ·S 400 3 2 80 1200
4 4
1
200 1 40 600
0 0 0
0 200 400 600 0 200 400 600 0 200 400 600
, год.
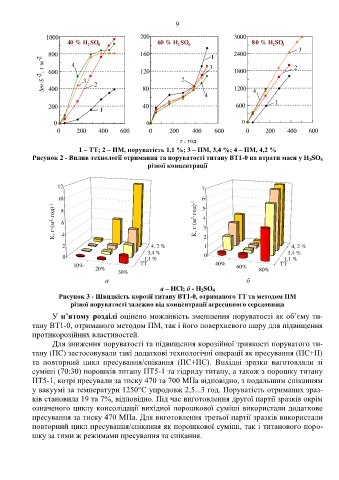
1 – ТТ; 2 – ПМ, поруватість 1,1 %; 3 – ПМ, 3,4 %; 4 – ПМ, 4,2 %
Рисунок 2 - Вплив технології отримання та поруватості титану ВТ1-0 на втрати маси у H 2SO 4
різної концентрації
12 7
10 6
К, г·(м 2 ·год) -1 8 6 К, г·(м 2 ·год) -1 4 3
5
4
2 4, 2 % 2 4, 2 %
1
3,4 % 3,4 %
0 1,1 % 0 1,1 %
10% ТТ 40% 60% ТТ
20% 80%
30%
а б
а – HCl; б - H 2SO 4
Рисунок 3 - Швидкість корозії титану ВТ1-0, отриманого ТТ та методом ПМ
різної поруватості залежно від концентрації агресивного середовища
У п’ятому розділі оцінено можливість зменшення поруватості як об’єму ти-
тану ВТ1-0, отриманого методом ПМ, так і його поверхневого шару для підвищення
протикорозійних властивостей.
Для зниження поруватості та підвищення корозійної тривкості поруватого ти-
тану (ПС) застосовували такі додаткові технологічні операції як пресування (ПС+П)
та повторний цикл пресування/спікання (ПС+ПС). Вихідні зразки виготовляли зі
суміші (70:30) порошків титану ПТ5-1 та гідриду титану, а також з порошку титану
ПТ5-1, котрі пресували за тиску 470 та 700 МПа відповідно, з подальшим спіканням
у вакуумі за температури 1250°C упродовж 2,5...3 год. Поруватість отриманих зраз-
ків становила 19 та 7%, відповідно. Під час виготовлення другої партії зразків окрім
означеного циклу консолідації вихідної порошкової суміші використали додаткове
пресування за тиску 470 МПа. Для виготовлення третьої партії зразків використали
повторний цикл пресування/спікання як порошкової суміші, так і титанового поро-
шку за тими ж режимами пресування та спікання.