
Page 133 - Microsoft Word - Дисертація_Винар_end
P. 133
133
Репасивування поверхні відбувається на різних ділянках часу за
різними швидкостями, так максимальна швидкість утворення плівки
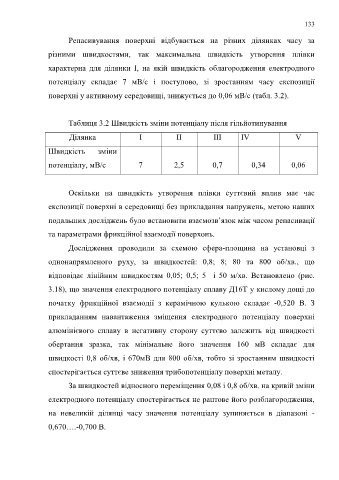
характерна для ділянки І, на якій швидкість облагородження електродного
потенціалу складає 7 мВ/с і поступово, зі зростанням часу експозиції
поверхні у активному середовищі, знижується до 0,06 мВ/с (табл. 3.2).
Таблиця 3.2 Швидкість зміни потенціалу після гільйотинування
Ділянка І ІІ ІІІ ІV V
Швидкість зміни
потенціалу, мВ/с 7 2,5 0,7 0,34 0,06
Оскільки на швидкість утворення плівки суттєвий вплив має час
експозиції поверхні в середовищі без прикладання напружень, метою наших
подальших досліджень було встановити взаємозв’язок між часом репасивації
та параметрами фрикційної взаємодії поверхонь.
Дослідження проводили за схемою сфера-площина на установці з
однонапрямленого руху, за швидкостей: 0,8; 8; 80 та 800 об/хв., що
відповідає лінійним швидкостям 0,05; 0,5; 5 і 50 м/хв. Встановлено (рис.
3.18), що значення електродного потенціалу сплаву Д16Т у кислому дощі до
початку фрикційної взаємодії з керамічною кулькою складає -0,520 В. З
прикладанням навантаження зміщення електродного потенціалу поверхні
алюмінієвого сплаву в негативну сторону суттєво залежить від швидкості
обертання зразка, так мінімальне його значення 160 мВ складає для
швидкості 0,8 об/хв, і 670мВ для 800 об/хв, тобто зі зростанням швидкості
спостерігається суттєве зниження трибопотенціалу поверхні металу.
За швидкостей відносного переміщення 0,08 і 0,8 об/хв. на кривій зміни
електродного потенціалу спостерігається не раптове його розблагородження,
на невеликій ділянці часу значення потенціалу зупиняється в діапазоні -
0,670….-0,700 В.