
Page 100 - дсрт
P. 100
100
а б
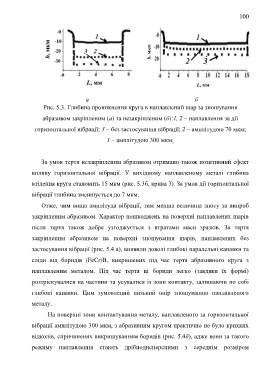
Рис. 5.3. Глибина проникнення круга в наплавлений шар за зношування
абразивом закріпленим (а) та незакріпленим (б):1, 2 – наплавлення за дії
горизонтальної вібрації; 3 – без застосування вібрації; 2 – амплітудою 70 мкм;
1 – амплітудою 300 мкм;
За умов тертя незакріпленим абразивом отримано також позитивний ефект
впливу горизонтальної вібрації. У вихідному наплавленому металі глибина
втілення круга становить 15 мкм (рис. 5.3б, крива 3). За умов дії горизонтальної
вібрації глибина зменшується до 7 мкм.
Отже, чим вища амплітуда вібрації, тим менша величина зносу за випроб
закріпленим абразивом. Характер пошкоджень на поверхні наплавлених шарів
після тертя також добре узгоджується з втратами маси зразків. За тертя
закріпленим абразивом на поверхні зношування шарів, наплавлених без
застосування вібрації (рис. 5.4 а), виявили доволі глибокі паралельні канавки та
сліди від боридів (FeСr)B, викришених під час тертя абразивного круга з
наплавленим металом. Під час тертя ці бориди легко (завдяки їх формі)
розтріскувалися на частини та усувалися із зони контакту, залишаючи по собі
глибокі канавки. Цим зумовлений низький опір зношуванню наплавленого
металу.
На поверхні зони контактування металу, наплавленого за горизонтальної
вібрації амплітудою 300 мкм, з абразивним кругом практично не було крихких
відколів, спричинених викришуванням боридів (рис. 5.4б), адже вони за такого
режиму наплавлення стають дрібнодисперсними з середнім розміром