
Page 171 - Докторська дисертація_Ткачук
P. 171
171
Додаткове полірування поверхні титанового компонента після етапного
режиму азотування значно покращує трибологічні характеристики пари тертя
(табл. 4.3), особливо при базовому режимі 650 °С протягом 20 год (R15 у табл.
4.3). Інтенсивність зношування зменшується в 1,3 рази, а коефіцієнт тертя
становить 0,04.
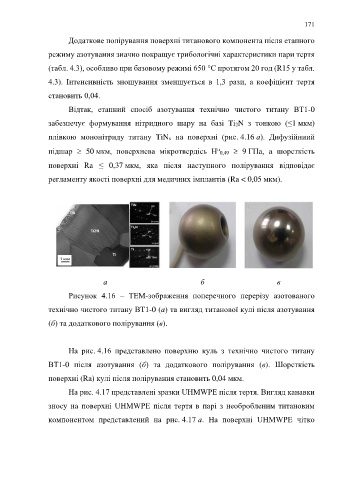
Відтак, етапний спосіб азотування технічно чистого титану ВТ1-0
забезпечує формування нітридного шару на базі Ti2N з тонкою (≤1 мкм)
плівкою мононітриду титану TiNx на поверхні (рис. 4.16 а). Дифузійниий
п
підшар 50 мкм, поверхнева мікротвердісь Н 0,49 9 ГПа, а шорсткість
поверхні Ra ≤ 0,37 мкм, яка після наступного полірування відповідає
регламенту якості поверхні для медичних імплантів (Ra < 0,05 мкм).
а б в
Рисунок 4.16 – ТЕМ-зображення поперечного перерізу азотованого
технічно чистого титану ВТ1-0 (а) та вигляд титанової кулі після азотування
(б) та додаткового полірування (в).
На рис. 4.16 представлено поверхню куль з технічно чистого титану
ВТ1-0 після азотування (б) та додаткового полірування (в). Шорсткість
поверхні (Ra) кулі після полірування становить 0,04 мкм.
На рис. 4.17 представлені зразки UHMWPE після тертя. Вигляд канавки
зносу на поверхні UHMWPE після тертя в парі з необробленим титановим
компонентом представлений на рис. 4.17 а. На поверхні UHMWPE чітко