
Page 152 - Дисертація ГРЕДІЛЬ_ФМІ
P. 152
152
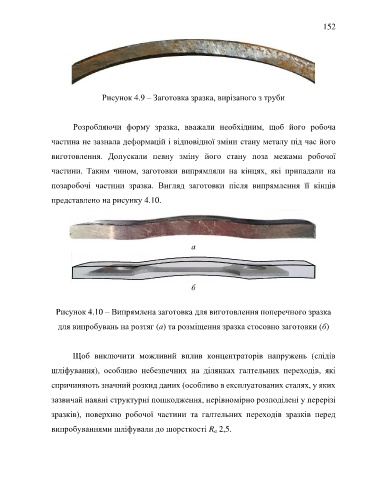
Рисунок 4.9 – Заготовка зразка, вирізаного з труби
Розробляючи форму зразка, вважали необхідним, щоб його робоча
частина не зазнала деформацій і відповідної зміни стану металу під час його
виготовлення. Допускали певну зміну його стану поза межами робочої
частини. Таким чином, заготовки випрямляли на кінцях, які припадали на
позаробочі частини зразка. Вигляд заготовки після випрямлення її кінців
представлено на рисунку 4.10.
а
б
Рисунок 4.10 – Випрямлена заготовка для виготовлення поперечного зразка
для випробувань на розтяг (а) та розміщення зразка стосовно заготовки (б)
Щоб виключити можливий вплив концентраторів напружень (слідів
шліфування), особливо небезпечних на ділянках галтельних переходів, які
спричиняють значний розкид даних (особливо в експлуатованих сталях, у яких
зазвичай наявні структурні пошкодження, нерівномірно розподілені у перерізі
зразків), поверхню робочої частини та галтельних переходів зразків перед
випробуваннями шліфували до шорсткості R a 2,5.