
Page 269 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 269
269
містять мікротріщини, пори та оксидні плівки, однак застосування
надзвукового режиму напилення зменшує їх кількість у структурі, що зумовлює
підвищення когезійної міцності та зменшення розтягувальних залишкових
напружень в ЕДП.
Застосування надзвукового повітряного струменю для напилення
покриттів із ПД зумовлює зменшення розміру краплин, що формуються із
розплаву, і як наслідок, вони кристалізуються із більшою швидкістю на
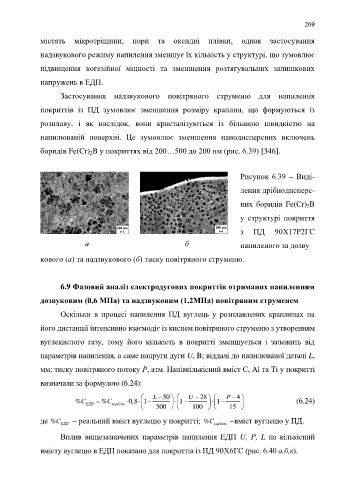
напилюваній поверхні. Це зумовлює зменшення нанодисперсних включень
боридів Fe(Cr) 2B у покриттях від 200…500 до 200 нм (рис. 6.39) [346].
Рисунок 6.39 – Виді-
лення дрібнодисперс-
них боридів Fe(Cr) 2B
у структурі покриття
200 нм 200 нм
з ПД 90Х17Р2ГС
а б напиленого за дозву
кового (а) та надзвукового (б) тиску повітряного струменю.
6.9 Фазовий аналіз електродугових покриттів отриманих напиленням
дозвуковим (0,6 МПа) та надзвуковим (1,2МПа) повітряним струменем
Оскільки в процесі напилення ПД вуглець у розплавлених краплинах на
його дистанції інтенсивно взаємодіє із киснем повітряного струменю з утворенням
вуглекислого газу, тому його кількість в покритті зменшується і залежить від
параметрів напилення, а саме напруги дуги U, B; віддалі до напилюваної деталі L,
мм; тиску повітряного потоку Р, атм. Напівкількісний вміст С, Al та Ті у покритті
визначали за формулою (6.24):
L − 50 U − 28 P − 4
% С = % С 0,8 1− 1− 1− (6.24)
ЕДП
карбіди
500 100 15
де С% ЕДП – реальний вміст вуглецю у покритті; С% карбіди –вміст вуглецю у ПД.
Вплив вищезазначених параметрів напилення ЕДП U, Р, L на кількісний
вмісту вуглецю в ЕДП показано для покриттів із ПД 90Х6ГС (рис. 6.40 а,б,в).