
Page 10 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 10
8
Температуру електроліту під час формування шарів підтримували з точністю
±0,1°С на рівні (–5…+5)°С. Тривалість синтезу становила 60 хв. Для анодування
використали стаціонарний (ІІ) та імпульсний (І-ІІІ) режими синтезу (рис. 1б).
Напруга U і густина струму І на етапі ІІ стаціонарного режиму синтезу становили:
2
U = 60 В, I = 5 А/дм . За імпульсного режиму на етапі (І) параметри синтезу
2
2
підтримували U = 140 В, I = 1,4 А/дм , на етапі (ІІ) – U = 40 В, I = 0,4 А/дм , а під
час паузи (ІІІ) – U та I рівні 0. Анодували пластини 20×20×5 мм із технічно
чистого алюмінію АД0 (мас.%: 0,05 Cu; 0,05 Mn; 0,05 Mg; 0,05 Ti; решта Al).
Перед анодуванням їх знежирювали у водному розчині суміші оксидів (CaO +
MgO), промивали холодною та теплою водою, освітлювали впродовж 30 с у
водному розчині нітратної кислоти (400 мл/л HNO 3) та промивали в
дистильованій воді.
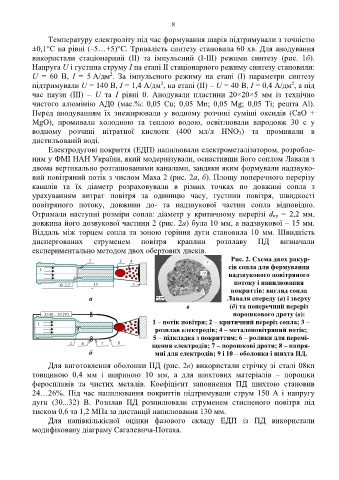
Електродугові покриття (ЕДП) напилювали електрометалізатором, розробле-
ним у ФМІ НАН України, який модернізували, оснастивши його соплом Лаваля з
двома вертикально розташованими каналами, завдяки яким формували надзвуко-
вий повітряний потік з числом Маха 2 (рис. 2а, б). Площу поперечного перерізу
каналів та їх діаметр розраховували в різних точках по довжині сопла з
урахуванням витрат повітря за одиницю часу, густини повітря, швидкості
повітряного потоку, довжини до- та надзвукової частин сопла відповідно.
Отримали наступні розміри сопла: діаметр у критичному перерізі d кр = 2,2 мм,
довжина його дозвукової частини 2 (рис. 2а) була 10 мм, а надзвукової – 15 мм.
Віддаль між торцем сопла та зоною горіння дуги становила 10 мм. Швидкість
диспергованих струменем повітря краплин розплаву ПД визначали
експериментально методом двох обертових дисків.
Рис. 2. Схема двох ракур-
9
10
сів сопла для формування
11 надзвукового повітряного
10
потоку і напилювання
покриттів: вигляд сопла
а 100 мкм Лаваля спереду (а) і зверху
в (б) та поперечний переріз
порошкового дроту (в):
1 – потік повітря; 2 – критичний переріз сопла; 3 –
розплав електродів; 4 – металоповітряний потік;
5 – підкладка з покриттям; 6 – ролики для перемі-
щення електродів; 7 – порошкові дроти; 8 – напря-
б мні для електродів; 9 і 10 – оболонка і шихта ПД.
Для виготовлення оболонки ПД (рис. 2в) використали стрічку зі сталі 08кп
товщиною 0,4 мм і шириною 10 мм, а для шихтових матеріалів – порошки
феросплавів та чистих металів. Коефіцієнт заповнення ПД шихтою становив
24…26%. Під час напилювання покриттів підтримували струм 150 А і напругу
дуги (30...32) В. Розплав ПД розпилювали струменем стисненого повітря під
тиском 0,6 та 1,2 МПа за дистанції напилювання 130 мм.
Для напівкількісної оцінки фазового складу ЕДП із ПД використали
модифіковану діаграму Сагалевича-Потака.