
Page 13 - НАЦІОНАЛЬНА АКАДЕМІЯ НАУК УКРАЇНИ
P. 13
11
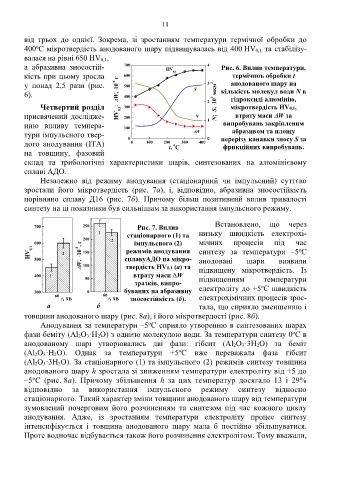
від трьох до однієї. Зокрема, зі зростанням температури термічної обробки до
о
400 С мікротвердість анодованого шару підвищувалась від 400 HV 0,1 та стабілізу-
валася на рівні 650 HV 0,1,
а абразивна зносостій- 700 HV 4 Рис. 6. Вплив температури,
кість при цьому зросла 600 0,1 термічноъ обробки t
у понад 2,5 рази (рис. 500 S 3 анодованого шару на
6). HV 0,1 ; W, 10 -4 г 400 кількість молекул води N в
гідроксиді алюмінію,
Четвертий розділ 300 2 N; S, 10 3 мкм 2 мікротвердість HV0,1,
присвячений дослідже- 200 N 1 втрату маси W за
нню впливу темпера- 100 випробувань закріпленим
тури імпульсного твер- 0 W 0 абразивом та площу
дого анодування (ІТА) 0 100 200 t, C 300 400 перерізу канавки зносу S за
фрикційних випробувань.
o
на товщину, фазовий
склад та трибологічні характеристики шарів, синтезованих на алюмінієвому
сплаві АДО.
Незалежно від режиму анодування (стаціонарний чи імпульсний) суттєво
зростали його мікротвердість (рис. 7а), і, відповідно, абразивна зносостійкість
порівняно сплаву Д16 (рис. 7б). Причому більш позитивний вплив тривалості
синтезу на ці показники був сильнішим за використання імпульсного режиму.
Встановлено, що через
700 250 Рис. 7. Вплив
1 стаціонарного (1) та низьку швидкість електрохі-
200 2
600 імпульсного (2) мічних процесів під час
HV 0,1 500 2 W, 10 -4 , г 150 сплавуАДО на мікро- синтезу за температури –5 С
о
режимів анодування
анодовані
шари
виявили
втрату маси W
400 1 100 твердість HV0.1 (а) та підвищену мікротвердість. Із
50 підвищенням температури
зразків, випро- о
300 0 буваних на абразивну електроліту до +5 С швидкість
60 60 електрохімічних процесів зрос-
, хв , хв зносостійкість (б).
а б тала, що сприяло зменшенню і
товщини анодованого шару (рис. 8а), і його мікротвердості (рис. 8б).
о
Анодування за температури –5 С сприяло утворенню в синтезованих шарах
о
фази беміту (Al 2O 3·H 2O) з однією молекулою води. За температури синтезу 0 С в
анодованому шарі утворювались дві фази: гібсит (Al 2O 3·3H 2O) та беміт
о
(Al 2O 3·H 2O). Однак за температури +5 С вже переважала фаза гібсит
(Al 2O 3·3H 2O). За стаціонарного (1) та імпульсного (2) режимів синтезу товщина
анодованого шару h зростала зі зниженням температури електроліту від +5 до
о
–5 С (рис. 8а). Причому збільшення h за цих температур досягало 13 і 29%
відповідно за використання імпульсного режиму синтезу відносно
стаціонарного. Такий характер зміни товщини анодованого шару від температури
зумовлений почерговим його розчиненням та синтезом під час кожного циклу
анодування. Адже, із зростанням температури електроліту процес синтезу
інтенсифікується і товщина анодованого шару мала б постійно збільшуватися.
Проте водночас відбувається також його розчинення електролітом. Тому вважали,