
Page 16 - дсрт
P. 16
16
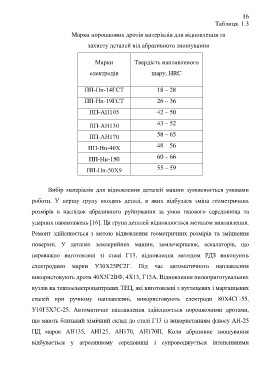
Таблиця. 1.3
Марки порошкових дротів матеріалів для відновлення та
захисту деталей від абразивного зношування
Марки Твердість наплавленого
електродів шару, HRC
ПП-Нп-14ГСТ 18 – 28
ПП-Нп-19ГСТ 26 – 36
ПП-АН105 42 – 50
ПП-АН130 43 – 52
ПП-АН170 58 – 65
ПП-Нп-40Х 48 – 56
ПП-Нп-150 60 – 66
ПП-Нп-50Х9 55 – 59
Вибір матеріалів для відновлення деталей машин зумовлюється умовами
роботи. У першу групу входять деталі, в яких відбулася зміна геометричних
розмірів в наслідок абразивного руйнування за умов газового середовища та
ударних навантажень [16]. Ця група деталей відновлюється методом наплавлення.
Ремонт здійснюється з метою відновлення геометричних розмірів та зміцнення
поверхні. У деталях землерийних машин, землечерпалок, ескалаторів, що
переважно виготовлені зі сталі Г13, відновлення методом РДЗ виконують
електродами марки У30Х25РС2Г. Під час автоматичного наплавлення
використовують дроти 40Х3Г2ВФ, 4Х13, Г13А. Відновлення пилоприготувальних
вузлів на теплоелектроцентралях ТЕЦ, які виготовлені з вуглецевих і марганцевих
сталей при ручному наплавленні, використовують електроди 80Х4СГ-55,
У10Г5Х7С-25. Автоматичне наплавлення здійснюється порошковими дротами,
що мають близький хімічний склад до сталі Г13 із використанням флюсу АН-25
ПД марок АН135, АН125, АН170, АН170П. Коли абразивне зношування
відбувається у агресивному середовищі і супроводжується інтенсивними