
Page 17 - МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
P. 17
15
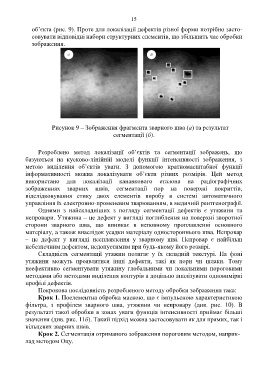
об’єкта (рис. 9). Проте для локалізації дефектів різної форми потрібно засто-
совувати відповідні набори структурних елементів, що збільшить час обробки
зображення.
Рисунок 9 ‒ Зображення фрагмента зварного шва (а) та результат
сегментації (б).
Розроблено метод локалізації об’єктів та сегментації зображень, що
базуються на кусково-лінійній моделі функції інтенсивності зображення, з
метою виділення об’єктів уваги. З допомогою кратномасштабної функції
інформативності можна локалізувати об’єкти різних розмірів. Цей метод
використано для локалізації канавкового еталона на радіографічних
зображеннях зварних швів, сегментації пор на поверхні покриттів,
відслідковування стику двох елементів виробу в системі автоматичного
управління їх електронно-променевим зварюванням, в медичній рентгенографії.
Одними з найскладніших з погляду сегментації дефектів є утяжини та
непровари. Утяжина – це дефект у вигляді поглиблення на поверхні зворотної
сторони зварного шва, що виникає в неповному проплавленні основного
матеріалу, а також внаслідок усадки матеріалу одностороннього шва. Непровар
– це дефект у вигляді несплавлення у зварному шві. Непровар є найбільш
небезпечним дефектом, недопустимим при будь-якому його розмірі.
Складність сегментації утяжин полягає у їх складній текстурі. На фоні
утяжини можуть проявлятися інші дефекти, такі як пори чи шлаки. Тому
неефективно сегментувати утяжину глобальними чи локальними пороговими
методами або методами виділення контурів а доцільно аналізувати одновимірні
профілі дефектів.
Покрокова послідовність розробленого методу обробки зображення така:
Крок 1. Поелементна обробка маскою, що є імпульсною характеристикою
фільтра, з профілем зварного шва, утяжини чи непровару (див. рис. 10). В
результаті такої обробки в зонах уваги функція інтенсивності приймає більші
значення (див. рис. 11б). Такий підхід можна застосовувати як для прямих, так і
кільцевих зварних швів.
Крок 2. Сегментація отриманого зображення пороговим методом, наприк-
лад методом Оцу.