
Page 32 - Міністерство освіти і науки України
P. 32
30
Режими № 6 і 7 забезпечують технологію релаксації напружень ІІ роду під час
формування бейнітно-мартенситної структури сталі для підвищення
тріщиностійкості високоміцних низьколегованих вуглецевих сталей. Ізотермічну
витримку проводили за температури ближче до точки M (режим № 6) або до точки
s
M (режим № 7). Температурно-часові параметри на різних стадіях термообробки
f
(табл. 6) забезпечували на установці МСР-75 з програмним керуванням.
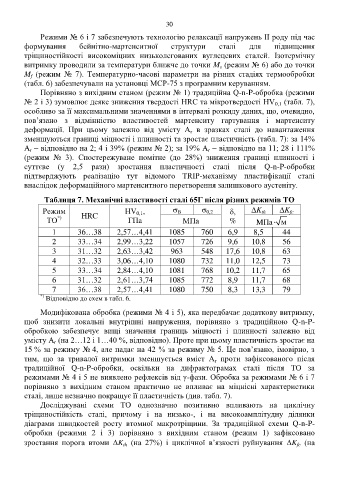
Порівняно з вихідним станом (режим № 1) традиційна Q-n-P-обробка (режими
№ 2 і 3) зумовлює деяке зниження твердості HRC та мікротвердості HV (табл. 7),
0,1
особливо за її максимальними значеннями в інтервалі розкиду даних, що, очевидно,
пов’язано з відмінністю властивостей мартенситу гартування і мартенситу
деформації. При цьому залежно від умісту A в зразках сталі до навантаження
r
зменшуються границі міцності і плинності та зростає пластичність (табл. 7): за 14%
A – відповідно на 2; 4 і 39% (режим № 2); за 19% A – відповідно на 11; 28 і 111%
r
r
(режим № 3). Спостережуване помітне (до 28%) зниження границі плинності і
суттєве (у 2,5 рази) зростання пластичності сталі після Q-n-P-обробки
підтверджують реалізацію тут відомого TRIP-механізму пластифікації сталі
внаслідок деформаційного мартенситного перетворення залишкового аустеніту.
Таблиця 7. Механічні властивості сталі 65Г після різних режимів ТО
Режим HRC НV , K K
0,2
th
fc
В
0,1
*)
ТО ГПa МПa % MПa м
1 36…38 2,57…4,41 1085 760 6,9 8,5 44
2 33…34 2,99…3,22 1057 726 9,6 10,8 56
3 31…32 2,63…3,42 963 548 17,6 10,8 63
4 32…33 3,06…4,10 1080 732 11,0 12,5 73
5 33…34 2,84…4,10 1081 768 10,2 11,7 65
6 31…32 2,61…3,74 1085 772 8,9 11,7 68
7 36…38 2,57…4,41 1080 750 8,3 13,3 79
*) Відповідно до схем в табл. 6.
Модифікована обробка (режими № 4 і 5), яка передбачає додаткову витримку,
щоб знизити локальні внутрішні напруження, порівняно з традиційною Q-n-P-
обробкою забезпечує вищі значення границь міцності і плинності залежно від
умісту A (на 2…12 і 1…40 %, відповідно). Проте при цьому пластичність зростає на
r
15 % за режиму № 4, але падає на 42 % за режиму № 5. Це пов’язано, імовірно, з
тим, що за тривалої витримки зменшується вміст A проти зафіксованого після
r
традиційної Q-n-P-обробки, оскільки на дифрактограмах сталі після ТО за
режимами № 4 і 5 не виявлено рефлексів від γ-фази. Обробка за режимами № 6 і 7
порівняно з вихідним станом практично не впливає на міцнісні характеристики
сталі, лише незначно покращує її пластичність (див. табл. 7).
Досліджувані схеми ТО однозначно позитивно впливають на циклічну
тріщиностійкість сталі, причому і на низько-, і на високоамплітудну ділянки
діаграми швидкостей росту втомної макротріщини. За традиційної схеми Q-n-P-
обробки (режими 2 і 3) порівняно з вихідним станом (режим 1) зафіксовано
зростання порога втоми K (на 27%) і циклічної в’язкості руйнування K (на
th
fc