
Page 52 - дсрт
P. 52
52
технологічного процесу. Зокрема, наступні дослідження реалізувалися при
струмі зварювання 420 А; швидкості зварювання 22 м/год та напрузі дуги 32 В.
3.2. Вплив вібрації на структуру наплавленого металу з порошкового
дроту ПД Х10Р3Г2С
Наплавлення металевих шарів виконано із порошкового дроту
ПД Х10Р3Г2С (табл. 3.4).
Таблиця 3.4
Хімічний склад порошкового дроту марки ПД Х10Р3Г2С
С Сr B Mn Si
0,08 10 3 2 1
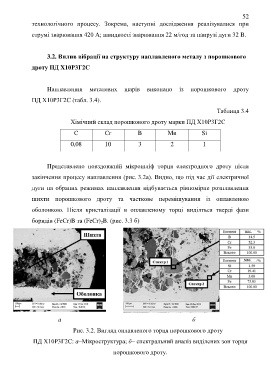
Представлено повздовжній мікрошліф торця електродного дроту після
закінчення процесу наплавлення (рис. 3.2а). Видно, що під час дії електричної
дуги на обраних режимах наплавлення відбувається рівномірне розплавлення
шихти порошкового дроту та часткове перемішування із оплавленою
оболонкою. Після кристалізації в оплавленому торці виділться тверді фази
боридів (FeCr)B та (FeCr) B. (рис. 3.3 б)
2
а б
Рис. 3.2. Вигляд оплавленого торця порошкового дроту
ПД Х10Р3Г2С: а–Мікроструктура; б– спектральний аналіз виділених зон торця
порошкового дроту.