
Page 50 - дсрт
P. 50
50
Кількість вимірювань експериментальних даних при визначенні
параметрів забезпечувала статистичну обробку з довірчою ймовірністю 0,95. У
нашому випадку планування здійснювалось без врахування ефекту
взаємовпливу, оскільки фактори, а саме: струм та швидкість зварювання, є
взаємо незалежними.
В якості функцій відгуку у кожній серії експериментів прийнято
характеристичні коефіцієнти наплавленого валика: підсилення (=e/g), де
e–висота підсилення, g–ширини підсилення, та форми шва (=e/h), де
h–глибина проплавлення. Перший дає змогу прогнозувати геометричні
характеристики шару за один прохід, а другий – врахувати частку основного
металу та необхідність перекриття валиків для отримання необхідної поверхні.
Останнє є дієвим засобом для регулювання хімічного складу шва за рахунок
зміни величини проплавлення підкладки [93, 94, 95]. Також використання
безрозмірних величин дає змогу розширити область застосування результатів
виконаних досліджень.
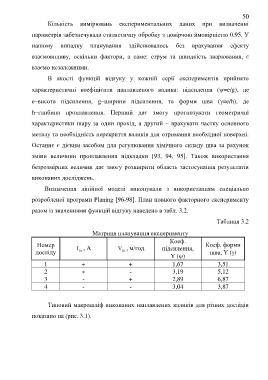
Визначення лінійної моделі виконували з використанням спеціально
розробленої програми Рlaning [96-98]. План повного факторного експерименту
разом із значеннями функцій відгуку наведено в табл. 3.2.
Таблиця 3.2
Матриця планування експерименту
Коеф.
Номер I , А V , м/год підсилення, Коеф. форми
досліду зв зв шва, Y ()
Y ()
1 + + 1,67 3,51
2 + - 3,19 5,12
3 - + 2,89 6,87
4 - - 3,04 3,87
Типовий макрошліф виконаних наплавлених валиків для різних дослідів
показано на (рис. 3.1).