
Page 104 - Dys
P. 104
104
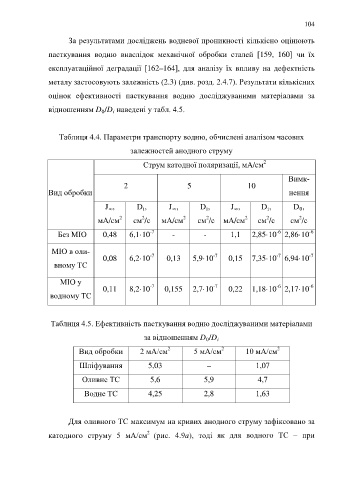
За результатами досліджень водневої проникності кількісно оцінюють
пасткування водню внаслідок механічної обробки сталей [159, 160] чи їх
експлуатаційної деградації [162–164], для аналізу їх впливу на дефектність
металу застосовують залежність (2.3) (див. розд. 2.4.7). Результати кількісних
оцінок ефективності пасткування водню досліджуваними матеріалами за
відношенням D /D наведені у табл. 4.5.
i
0
Таблиця 4.4. Параметри транспорту водню, обчислені аналізом часових
залежностей анодного струму
2
Струм катодної поляризації, мA/cм
Вимк-
2 5 10
Вид обробки нення
J , D , J , D , J , D , D ,
i
∞
∞
0
i
∞
i
2
2
2
2
2
2
2
мА/cм cм /с мА/cм cм /с мА/cм cм /с cм /с
-6
-7
-6
Без МІО 0,48 6,1·10 - - 1,1 2,85·10 2,86·10
МІО в оли-
-7
-7
-7
-7
0,08 6,2·10 0,13 5,9·10 0,15 7,35·10 6,94·10
вному ТС
МІО у
-7
-6
-6
-7
0,11 8,2·10 0,155 2,7·10 0,22 1,18·10 2,17·10
водному ТС
Таблиця 4.5. Ефективність пасткування водню досліджуваними матеріалами
за відношенням D /D
0
i
2
2
2
Вид обробки 2 мA/cм 5 мA/cм 10 мA/cм
Шліфування 5,03 – 1,07
Оливне ТС 5,6 5,9 4,7
Водне ТС 4,25 2,8 1,63
Для оливного ТС максимум на кривих анодного струму зафіксовано за
2
катодного струму 5 мА/см (рис. 4.9а), тоді як для водного ТС – при