
Page 13 - АвторефСемак2
P. 13
11
Такі великі зміни величини швидкості ПАХ є нехарактерні для сталі, яка піддана
пластичній деформації. Проводили дослідження причин цих змін шляхом
пошарового зішліфовування зразка та вимірювання швидкості ПАХ. На рис. 10
приведені зміни швидкості ПАХ залежно від товщини зішліфованого шару h для
зразка з одним проходом сопла за абразивно-струменевої обробки. Як бачимо,
після зішліфування шару товщиною 20 мкм величина зміни швидкості ПАХ стано-
вить близько 1%. Така зміна швидкості ПАХ може бути викликана пластичною
деформацією приповерхневого шару металу. Отримані результати вимірювань змін
швидкості ПАХ співставлялись з величинами поверхневих напружень, які були
експериментально отримані з допомогою тензоперетворювачів після травлення
відповідної товщини матеріалу зразка (Студент М.М. 2005, Фізико-механічний
інститут). Також ці результати співставлялись із можливою величиною вкладу
текстури та пористості під час пластичної деформації приповерхневого шару. На
основі зроблених оцінок виявлено, що виникнення механічних напружень вносить
суттєво менший вклад у зміну швидкості порівняно із вкладами, спричиненими
зміною текстури та пористості.
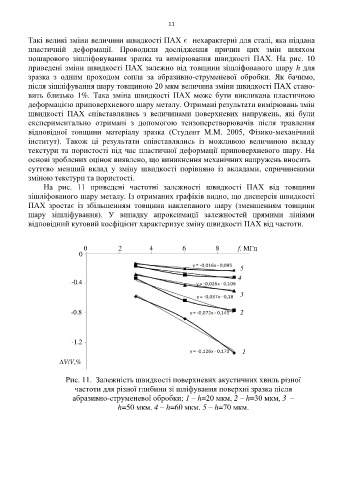
На рис. 11 приведені частотні залежності швидкості ПАХ від товщини
зішліфованого шару металу. Із отриманих графіків видно, що дисперсія швидкості
ПАХ зростає із збільшенням товщини наклепаного шару (зменшенням товщини
шару зішліфування). У випадку апроксимації залежностей прямими лініями
відповідний кутовий коефіцієнт характеризує зміну швидкості ПАХ від частоти.
0 2 4 6 8 f, МГц
0
5
4
-0.4
3
-0.8 2
-1.2
1
∆V/V,%
Рис. 11. Залежність швидкості поверхневих акустичних хвиль різної
частоти для різної глибини зі шліфування поверхні зразка після
абразивно-струменевої обробки; 1 – h=20 мкм, 2 – h=30 мкм, 3 –
h=50 мкм, 4 – h=60 мкм, 5 – h=70 мкм.