
Page 68 - Dys
P. 68
68
олива індустріальна 1-12А ГОСТ 20799–88. Слід зазначити, що зміну
режимів оброблення проводили наступним чином: змінювали один параметр,
два інших залишалися незмінними.
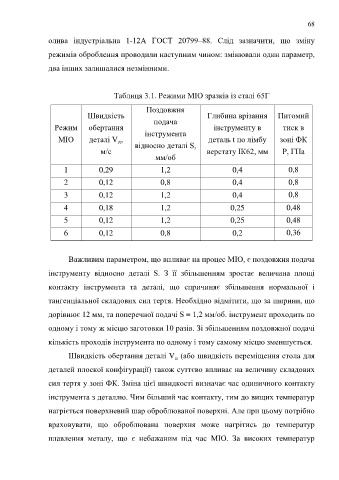
Таблиця 3.1. Режими МІО зразків із сталі 65Г
Поздовжня
Швидкість Глибина врізання Питомий
Режим обертання подача інструменту в тиск в
МІО деталі V , інструмента деталь t по лімбу зоні ФК
д
м/с відносно деталі S, верстату ІК62, мм P, ГПа
мм/об
1 0,29 1,2 0,4 0,8
2 0,12 0,8 0,4 0,8
3 0,12 1,2 0,4 0,8
4 0,18 1,2 0,25 0,48
5 0,12 1,2 0,25 0,48
6 0,12 0,8 0,2 0,36
Важливим параметром, що впливає на процес МІО, є поздовжня подача
інструменту відносно деталі S. З її збільшенням зростає величина площі
контакту інструмента та деталі, що спричиняє збільшення нормальної і
тангенціальної складових сил тертя. Необхідно відмітити, що за ширини, що
дорівнює 12 мм, та поперечної подачі S = 1,2 мм/об. інструмент проходить по
одному і тому ж місцю заготовки 10 разів. Зі збільшенням поздовжної подачі
кількість проходів інструмента по одному і тому самому місцю зменшується.
Швидкість обертання деталі V (або швидкість переміщення стола для
д
деталей плоскої конфігурації) також суттєво впливає на величину складових
сил тертя у зоні ФК. Зміна цієї швидкості визначає час одиничного контакту
інструмента з деталлю. Чим більший час контакту, тим до вищих температур
нагріється поверхневий шар оброблюваної поверхні. Але при цьому потрібно
враховувати, що оброблювана поверхня може нагрітись до температур
плавлення металу, що є небажаним під час МІО. За високих температур